






5 Assen Gelijktijdig Frezen Draaien 80P-C

Leveringsomvang
Functietabel standaardaccessoires (raadpleeg de controllerfunctie voor het elektrische bedieningsgedeelte)
| Nee | Item | Eenheid | Aantal |
| 1. | FH mainframe-gietstukken | toren | 1 |
| 2. | Siemens840DSL-besturingssysteem | set | 1 |
| 3. | Scherm: 19LCD | set | 1 |
| 4. | FH vijfassige multifunctionele zwenkkop (B-as) | set | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Alleen | 1 |
| 6. | X/Y/Z-as holle gekoelde kogelomloopspindels | deel | 3 |
| 7. | Frees-/draaitafel met directe aandrijving (C-as) | set | 1 |
| 8. | B-as RCN8380 29 bits absolute encoder | Alleen | 1 |
| 9. | C-as RCN2580 28 bits absolute encoder | Alleen | 1 |
| 10. | BOSCH REXROTH Lineaire rolgeleiders | set | 7 |
| 11. | Apparaat voor temperatuurregeling van de elektrische kast | set | 1 |
| 12. | Spindel waterkoelsysteem | set | 1 |
| 13. | Ringwaternevel voor werktuigmachines | set | 1 |
| 14. | Vijfassige kop halvemaanvormige waternevel, halvemaanblazend | set | 1 |
| 15. | Veiligheidsvergrendelingssysteem voor de voor- en zijkant van de werkende deur | set | 1 |
| 16. | Waterdichte werkbakverlichting | Alleen | 2 |
| 17. | hydraulisch station | set | 1 |
| 18. | Centraal gecentraliseerd voedingssmeerapparaat | set | 1 |
| 19. | Bediening zijdelings reinigen waterpistool en luchtpistool | set | 1 |
| 20. | Snijvloeistofsysteem | set | 1 |
| 21. | Volledig gesloten beschermend plaatmetaal | set | 1 |
| 22. | Operatie doos | set | 1 |
| 23. | Koeleenheid voor elektrische kast | set | 1 |
| 24. | Elektronisch handwiel van Siemens | Alleen | 1 |
| 25. | Voetbediende spilmesontgrendelingsschakelaar | Alleen | 1 |
| 26. | Driekleurig licht voor werktuigmachines | set | 1 |
| 27. | 40 HSK-A63 gereedschapsmagazijnen en servo-automatisch gereedschapwisselsysteem | set | 1 |
| 28. | X/Y/Z drieassige absolute-waarderoosterschaal | set | 3 |
| 29. | Spiraalvormige spanenrol en spanentransporteur aan de achterkant | set | 1 |
| 30. | Renishaw RMP60 infraroodsonde-eenheid | set | 1 |
| 31. | Renishaw TS27R gereedschapinsteleenheid | set | 1 |
| 32. | Funderingsvlakplaten en funderingsbouten | set | 1 |
| 33. | technische handleiding | set | 1 |
Parameter
| Model | Eenheid | FH80P-C |
| Reis | ||
| X-as verplaatsing | mm | 800 |
| Y-as verplaatsing | mm | 1050 |
| Z-as verplaatsing | mm | 800 |
| Afstand van de spilneus tot het oppervlak van de werktafel | mm | 162-962 |
| Horizontale freeskop | mm | 39-839 |
| Voer/snelle bewegingssnelheid | m/min | 40 |
| Voedingskracht | KN | 10 |
| Draaitafel (C-as) | ||
| Formaat werktafel | mm | Ø855 |
| Max.tafelbelasting (molen) | kg | 3000 |
| Max. tafelbelasting (draaien) | kg | 1500 |
| Frees-/draaitafel (gecombineerde bewerking frezen en draaien) | toerental | 450 |
| Minimale splijthoek | ° | 0,001 |
| Nominaal koppel | Nm | 1140 |
| maximaal koppel | Nm | 1980 |
| CNC-zwenkfreeskop (B-as) | ||
| Zwenkbereik (0=verticaal/180=horizontaal) | ° | -15~180 |
| IJlgang en voedingssnelheid | toerental | 50 |
| Minimale splijthoek | ° | 0,001 |
| Nominaal koppel | Nm | 743 |
| maximaal koppel | Nm | 1320 |
| Spindel (frezen en draaien) | ||
| Spilsnelheid | toerental | 12000 |
| Spindel kracht | Kw | 34/42 |
| Spindel koppel | Nm | 132/185 |
| Spindel taper |
| HSKA63 |
| Gereedschapsmagazijn | ||
| Gereedschapsinterface |
| HSKA63 |
| Capaciteit gereedschapsmagazijn | STUKS | 40 |
| Maximale gereedschapsdiameter/lengte/gewicht |
| Ø85/300/8 |
| Gereedschapswisseltijd (van gereedschap naar gereedschap) | S | 1.8 |
| Meetapparaat | ||
| Infrarood sonde |
| Rensishaw RMP60 |
| Gereedschapsdetectie-instrument in het werkverwerkingsgebied |
| Rensishaw TS27R |
| Positienauwkeurigheid (ISO230-2 en VDI3441) | ||
| X/Y/Z-positioneringsnauwkeurigheid | mm | 0,008 |
| X/Y/Z Herhaal positioneringsnauwkeurigheid | mm | 0,005 |
| Nauwkeurigheid van B/C-positionering |
| 10" |
| B/C Herhaal positioneringsnauwkeurigheid |
| 4" |
| CNC-besturing | ||
| CNC-systeem |
| Siemens840D |
| Ander | ||
| Machinegewicht | Kg | 20000 |
3.1 Belangrijkste machinespecificaties | Optimale stijve structuurconfiguratie
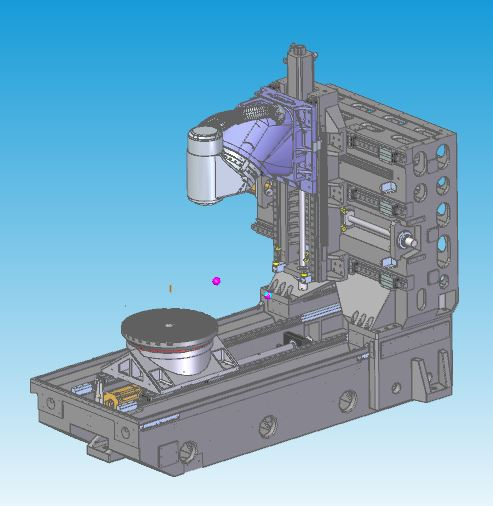
Ontwerpkenmerken | Beste mechanische draadgietanalyseontwerp
◆Volledige thermosymmetrische gietstructuur van het doostype, waarbij gebruik wordt gemaakt van hoogwaardig gietijzer van Meehanna-kwaliteit
◆Temperatie- en natuurlijke verouderingsbehandeling om interne stress te elimineren
◆ Structurele natuurlijke frequentietrilling elimineert materiaalverwerkingsstress
◆ Uitgebreid wand- en groot-oppervlakte kolomontwerp met hoge stijfheid kan de stijfheid en statische en dynamische nauwkeurigheid effectief verbeteren
◆Drie-assige holle koelschroefaandrijving
3.2 Elektrische spindel

Ontwerpkenmerken
◆Volgens de kenmerken van hun eigen machines, onafhankelijk onderzoek en ontwikkeling en productie.
◆Het tapse gat van HSK-A63 is overgenomen in het FH80P-C-model.
◆ Gebruik een extern koelsysteem voor circulerende koeling, wat effectief de toepassing van een elektrische spindel kan garanderen.
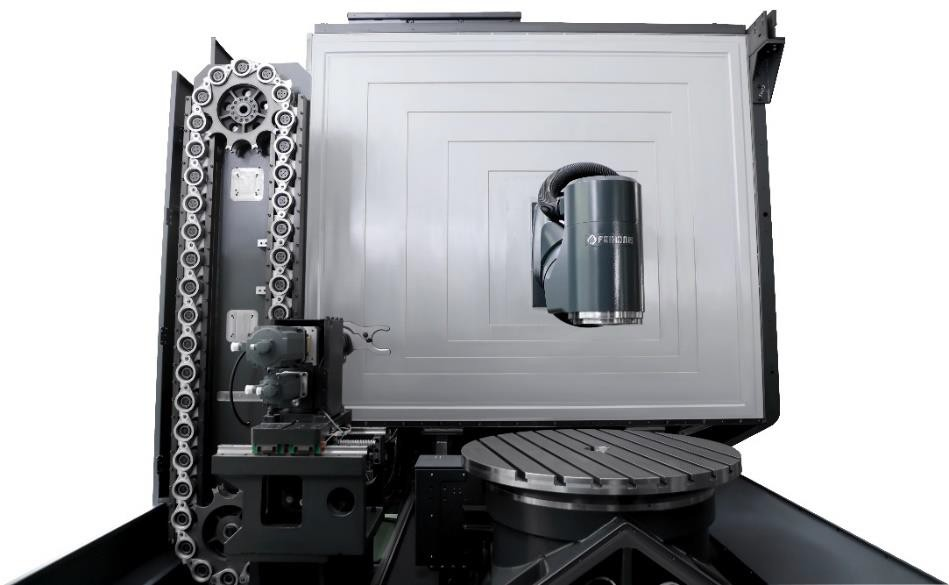
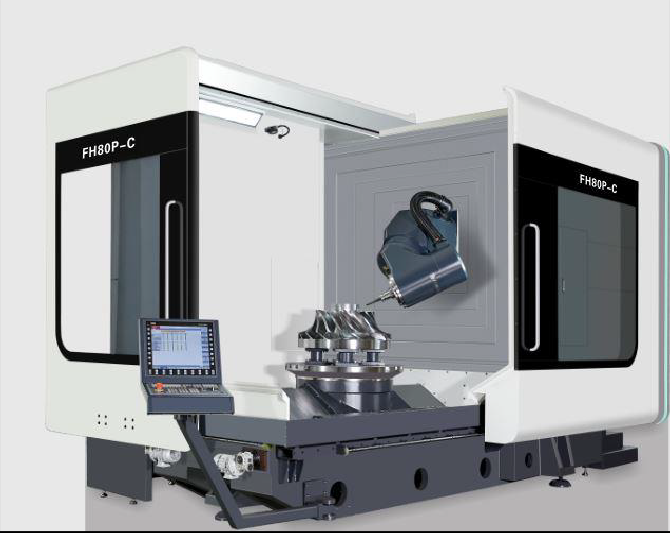
3.3 CNC-zwenkfreeskop (B-as)

Ontwerpkenmerken
◆Onafhankelijk ontwerp en productie.
◆Ingebouwde DD-motor nultransmissieketting zonder spelingontwerp.
◆Hoge acceleratie-eigenschappen.
◆De kortste overspanning tussen het gereedschapsneuspunt van de spil en het structurele steunpunt realiseert de maximale stijfheid van het snijden.
◆Groter YRT-lager verbetert de stijfheid.
◆ Uitgerust met het HEIDENHAIN RCN8380-serie absolute roterende encoder-meetsysteem, volledig gesloten regelkring, om de beste nauwkeurigheid te garanderen.
◆B-as koelsysteemontwerp vermindert de warmteoverdracht.
3.4 Draaitafel (C-astafel)

Ontwerpkenmerken
◆Onafhankelijk ontwerp en productie.
◆Ingebouwde DD-motor nultransmissieketting zonder spelingontwerp.
◆Hoge acceleratie- en vertragingsreactiekarakteristieken.
◆Groter YRT-lager verhoogt de stijfheid.
◆Groot nominaal aandrijfkoppel, positionering en verwerking met tafelpositionering en kleminrichting
◆ Voldoe aan de behoeften van frezen, verminder het hanteren van werkstukken en verbeter de productnauwkeurigheid.
◆Uitgerust met het HEIDENHAIN uiterst nauwkeurige meetsysteem met roterende encoder, volledig gesloten regelkring om de beste nauwkeurigheid te garanderen.
◆Koelsysteemontwerp om de warmteoverdracht te verminderen.
3.5 Besturingssysteem

Ontwerpkenmerken
◆Onafhankelijk ontwerp en productie.
◆Ingebouwde DD-motor nultransmissieketting zonder spelingontwerp.
◆Hoge acceleratie- en vertragingsreactiekarakteristieken.
◆Groter YRT-lager verhoogt de stijfheid.
◆Groot nominaal aandrijfkoppel, positionering en verwerking met tafelpositionering en kleminrichting
◆ Voldoe aan de behoeften van frezen, verminder het hanteren van werkstukken en verbeter de productnauwkeurigheid.
◆Uitgerust met het HEIDENHAIN uiterst nauwkeurige meetsysteem met roterende encoder, volledig gesloten regelkring om de beste nauwkeurigheid te garanderen.
◆Koelsysteemontwerp om de warmteoverdracht te verminderen.
3.5 Besturingssysteem
Ontwerpkenmerken
◆ Onafhankelijk ontwerp en productie.
◆ Gereedschapsselectie en gereedschapswisseling gebruiken een servomotor om de terminalactie te regelen, die stabieler en nauwkeuriger is.
◆Gecombineerd met de gereedschapsbeheerfunctie van Siemens840DSL, efficiënter gereedschapsbeheer.
3.7 Hefbare gereedschapinzetter
Ontwerpkenmerken
◆Uitgerust met Ransishaw TS27R gereedschapinzetter met hogere precisie.
◆Automatische gereedschapsinstelling op de machine, automatische update van de gereedschapscompensatie.
◆Het gereedschapinstelapparaat kan omhoog en omlaag worden gebracht om ruimte op het bewerkingsoppervlak te besparen.
◆Volledig afgedicht plaatstaalontwerp om de gereedschapinzetter te beschermen tegen schade door water en ijzervijlsel tijdens de verwerking.
3.8 Infraroodsonde
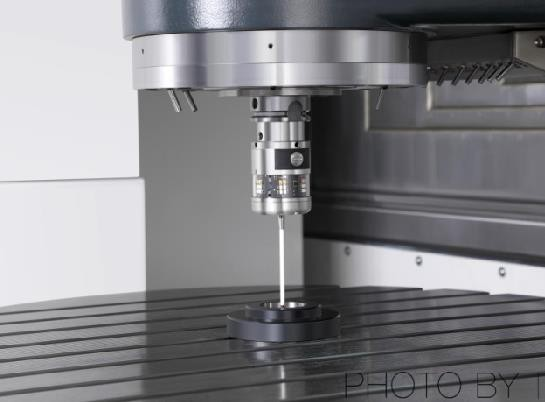
Ontwerpkenmerken
◆Uitgerust met een Ransishaw RMP60 trigger optische sonde.
◆Werkstukuitlijning en maatinspectie op de machine kunnen handmatige inspectiefouten verminderen en de productnauwkeurigheid en verwerkingsefficiëntie verbeteren.
◆90% besparing op assistentietijd aan boord.
3.9 Veiligheidsbescherming plaatwerk
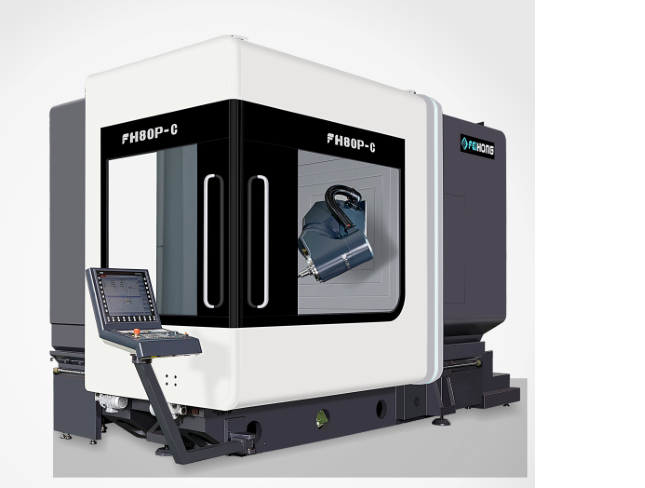
3.10 Uiterlijk
Het dekselontwerp van het vijfassige bewerkingscentrum uit de FH-serie voldoet aan de strenge CE-veiligheidsnormen. Het volledig dichte plaatmetaal voorkomt dat de operator tijdens de verwerking per ongeluk het werkgebied betreedt en voorkomt tegelijkertijd het gebruik van hogedruksnijvloeistof of spanen uit de machine, behalve het waarschuwingsplaatje. , De bedieningsdeur is ook uitgerust met een veiligheidsschakelaar om ongelukken tijdens bediening of onderhoud te voorkomen. En heeft een groot kijkvenster, waardoor de machinist de bediening en verwerking van de machine gemakkelijk kan begrijpen.
3.11 Reiniging
Gebruik de telescopische afdekking en het beschermende plaatmetaal om de spanen die tijdens het gebruik ontstaan te beschermen, snijspatten te voorkomen en schade aan andere mechanismen te veroorzaken





