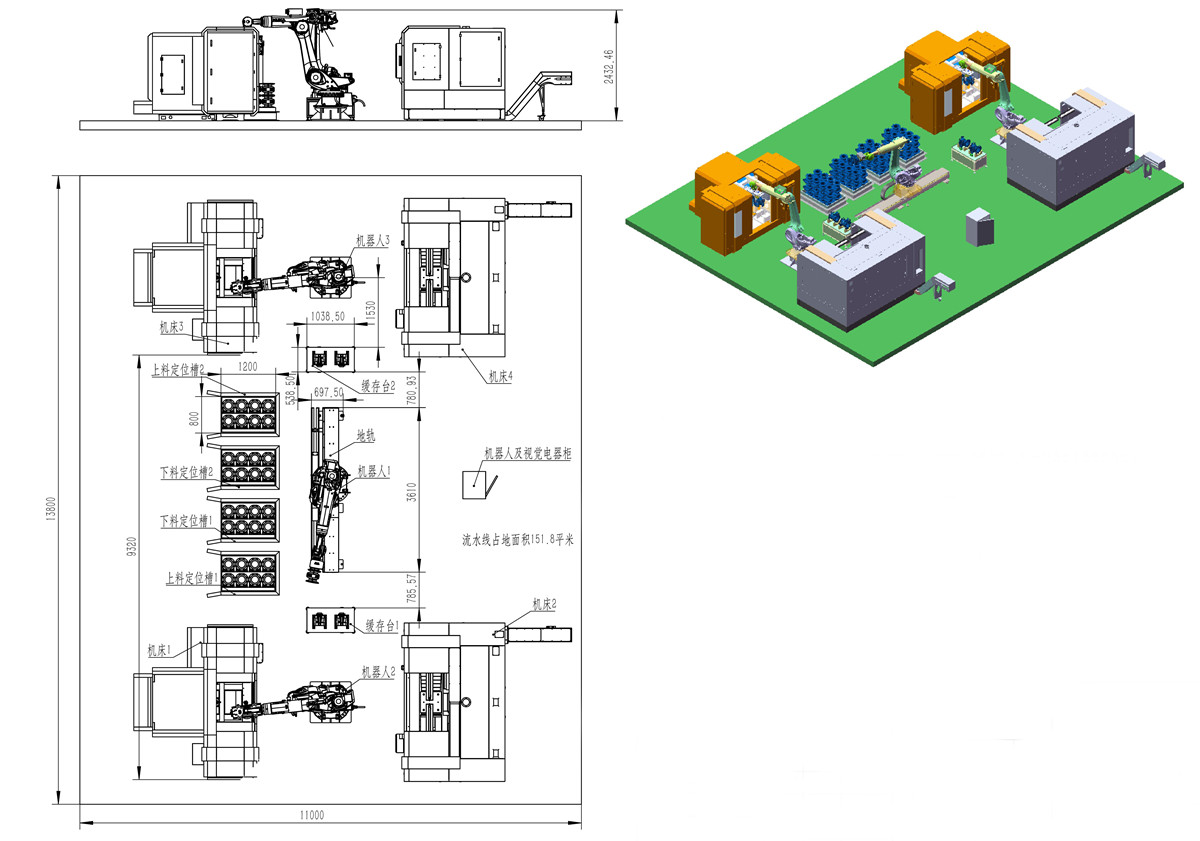
Productielijn voor zachte schuifafsluiters
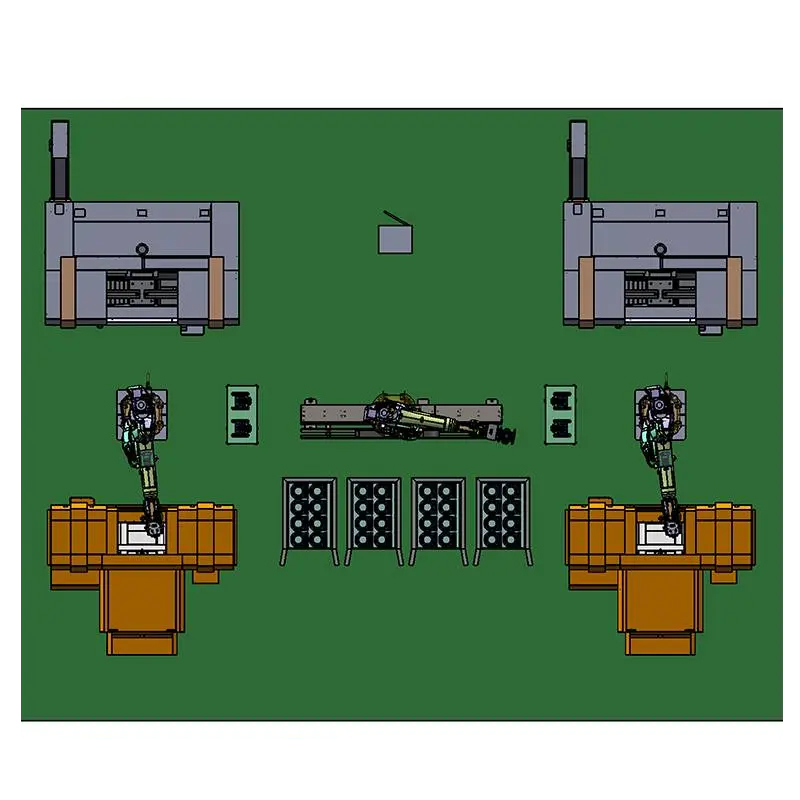
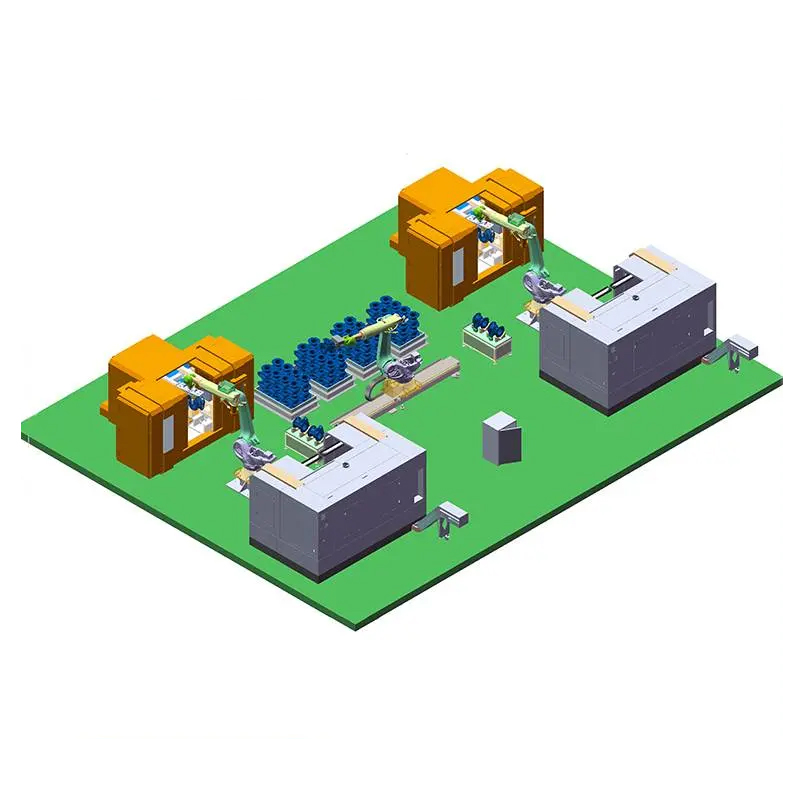
1. De operator plaatst de pallet vol werkstukken van het kleplichaam in de laadpositioneringssleuf 1 en de laadpositioneringssleuf 2 voor positionering, en plaatst de lege bak in de laadpositioneringssleuf 1 en de lospositioneringssleuf 2 voor positionering.
2. De camera op robot 1 scant het werkstuk op de pallet in de invoerpositioneringssleuf 1 om het werkstuk nauwkeurig te positioneren, en het werkstuk 1 wordt vastgeklemd en in de positioneringsarmatuur op de buffertafel 1 geplaatst.
Tegelijkertijd grijpt hij het bewerkte werkstuk 3 vast (de robot 2 heeft het zojuist van de werktuigmachine 2 gegrepen), beweegt naar de ontlaadpositioneringssleuf 1 en plaatst het indien nodig netjes op de pallet.
De camera op de robot 1 scant het werkstuk op de pallet in de invoerpositioneringssleuf 2 om het werkstuk nauwkeurig te positioneren, en het werkstuk 4 wordt vastgeklemd en in de positioneringsarmatuur op de buffertafel 2 geplaatst.
Tegelijkertijd grijpt hij het bewerkte werkstuk 6 vast (de robot 3 heeft het zojuist van de werktuigmachine 4 gegrepen), beweegt naar de ontlaadpositioneringssleuf 2 en plaatst het indien nodig netjes op de pallet.
3. De robot 2 klemt het werkstuk 1 van de buffertafel 1 en loopt naar de werktuigmachine 1, grijpt het voltooide werkstuk 2 en klemt het werkstuk 1 vast, loopt naar de werktuigmachine 2, grijpt het voltooide werkstuk 3 vast en klemt het werkstuk 2 vast , en loopt naar de buffertafel 1. Plaats het werkstuk 3. Robot 2 rondt de cyclus af.
4. De robot 3 grijpt het werkstuk 4 van de buffertafel 2 en loopt naar de werktuigmachine 3, grijpt het voltooide werkstuk 5 en klemt het werkstuk 4 vast, loopt naar de werktuigmachine 4, grijpt het voltooide werkstuk 6 vast en klemt het werkstuk 5 , en loopt naar de buffertafel 2. Plaats het werkstuk 6. Robot 3 voltooit de cyclus.